
1. Solvent-welding butyrate tubing requires, well, a solvent (acetone alone will do it), some butyrate resin, a jar, and a brush.
2. We can provide you with some “fines,” or you could cut some of the tubing scraps and generate some clean butyrate sawdust.
3. I like to mix 50% acetone with 50% MEK (the MEK not essential but it gives you more working time) and some butyrate dust to create a thin syrup. Make sure that all of the butyrate dust is dissolved. Do this in metal, glass or otherwise inert container.
Do this procedure in a vented hood or in a vented area.
It is best to let the mixture sit overnight to keep out bubbles. You can always add more butyrate the thicken the soup, or add more acetone to thin it. Also, do the bonding in a dry environment, as very humid conditions can cause a “milky” drying effect.
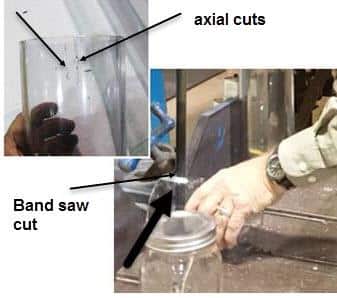
If you are solvent welding a tube to a sleeve, you need to work quickly. For added strength and working time, you may cut two axial cuts 1.5” into the sleeve (see pictures below.) This will allow you to clamp hard with a pipe clamp during the solvent welding process. You can remove the pipe clamp after the weld has fully cured. See picture at bottom.

4. You may fully dip your sleeve and tube into the mix, or use a solder brush to apply the mixture to one side of the tube and one side of the sleeve. Quickly push tube halfway through the sleeve. Repeat on the other side.
Note: It is very important that you move quickly. Remember, this is not a “glue” but a solvent weld. You will weld the sleeve to the tube, so once it sets, it is permanent.
This is a very strong weld so you do not have to overdo the solvent.

However, for most systems, a simple axial slit into the sleeve with one or two hose clamps will do the job, and come apart easily for cleaning.
Here in the bottom picture, we have a simple compression coupling. Use a solvent weld to make this complete air and watertight. You may remove the hose clamp after solvent welding. The hose clamp method with the slits can aid you in two ways. It allows you a looser fit getting the tube in the sleeve, and it allows you a bit more time to work.
